Thermography is an ideal noncontact inspection tool for pipes inside an operating oil refining furnace, but measuring temperature through flames is a challenge. Fortunately, new filtering techniques are improving the accuracy of such measurements.
Inspecting the tubes inside an operating oil refining furnace is critical to maximizing safety, efficiency and service life. But imaging infrared (IR) and measuring temperature through hot gases in an operating furnace is challenging. The solution is an optical gas imaging camera equipped with a special filter that allows inspectors to take accurate measurements inside active furnaces.
In the petrochemical industry, processing crude oil into other products involves heating it to temperatures above 400 °C using furnaces. This is usually done by pumping it through tubes into the furnaces, where burners heat the tubes and thus the oil inside them. It is essential to have good control of the surface temperature along the tubes. If parts of them are 50 °C too hot, tubes designed to last 20 to 25 years could fail in five years. On the other hand, operating a furnace too cold can significantly reduce the efficiency of the system, resulting in lower performance.
VIEW OF A FURNACE
Therefore, it is important to look beyond the hot gas and measure the temperature of the tubes. One way to measure is by using a thermocouple, a temperature sensor attached to the pipe. Although they provide useful information, thermocouples can only measure the temperature where they are attached. You must be confident that the temperature is constant around the thermocouple because it will not detect heat spikes nearby (see Fig. 1).
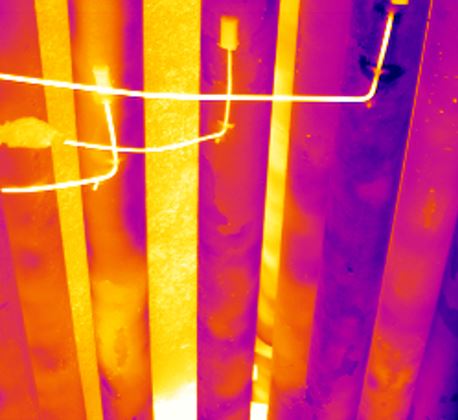
The thermocouples in the tubes do not detect the hotter areas nearby, which appear brighter in this image, and only measure their own local temperature.
An oven camera can view a larger area of tubes and measure the heat within the imaging area. If there are temperature variations from one part of the tube to another, the camera can detect it.
The burners that heat a furnace generate vapors and gases that most IR cameras cannot see clearly. But special thermal imaging cameras with spectral filters can see through, measuring temperature variations in the tubes behind them.
INSIDE AND OUTSIDE
What could cause such variations? Two processes can interfere with the smooth transfer of heat from the burner flames through the tube to the oil inside. One is called fouling, when excessive heat causes an oxide layer to form on the outer surface of the tube. These oxide layers can vary in emissivity, be thin or thick, absorb heat and have poor conductivity, which limits heat transfer to the tubes. These areas appear warmer in the IR image, although they actually keep the process too cold by blocking some heat from passing into the tube (see Fig. 2).

Fig. 2. External fouling on the tubes leads to an irregular appearance in both infrared and visible light. Areas with sharp edges that appear hot in the thermal image are not actually overheating.
While fouling causes apparent overheating, a different problem, coking, causes actual overheating. Coking is caused by a localized rise in temperature, which can break down crude oil into carbon and hydrogen. While hydrogen follows the oil flow, carbon can adhere and accumulate in localized areas on the inner surface of the pipes. The buildup impedes the flow of oil, which normally carries away some of the heat from the pipe as it flows and causes that section of pipe to become too hot.
Let's say you are looking at a section of pipe that is generally at 400 °C. There may be a small area with a 450 °C temperature rise somewhere on the tube in front of the burners; usually it is the side facing the burners because they are more directly exposed to the heat, so fouling and coking is more likely to appear there. On a thermal image, that hotter area will clearly have a different color compared to the surrounding tube. But how do we know if such overheating is scaling or coking?
SEE THE DIFFERENCE
Because coking and scaling are two different problems, one causing apparent overheating while the other leads to actual overheating, it is important to be able to differentiate between them. Scaling is usually indicated by a steep thermal gradient and often by an irregular appearance that can be seen in both visible light and IR imaging. If the visible pattern matches the IR pattern, the problem is likely to be encrustation. Coking usually shows a smoother thermal gradient in the IR image, often referred to as a "ghost glow", which does not correspond to any visible features on the tube surface (see Fig. 3). Being able to see the difference and quantify temperature variations requires a good quality image. To acquire such an image, IR cameras use filters that can remove the heat of the vapors and gases from the image, essentially seeing through the furnace to the tubes. Without proper filtering, the image can appear cloudy. Turbidity can significantly degrade the accuracy of the temperature measurement and make it difficult to tell whether overheated areas are the result of coking or scale formation.

Fig. 3. Areas of the tubes undergoing internal coking show soft edges and a "ghost glow" in the thermal image, indicating hotter tube areas that may be overheating.
A thermal imaging camera may have an InSb detector with a filter that only lets through radiation with a wavelength of 3.9 μm. At that wavelength, the steam and gases in the furnace emit little or no radiation, so they are functionally invisible and most of the photons picked up by the detector come from other objects behind the steam. Both the detector and that filter are contained in the part of the chamber that is cooled below 70 Kelvin to reduce noise and filter self-heating that would adversely affect imaging and accuracy.
These cameras may also have a neutral density filter, outside the cooled area, which removes a certain percentage of radiation over a wide wavelength range to prevent oversaturation of the detector at high scene temperatures. However, this configuration can still have problems with an unwanted phenomenon called stray light, an excess of radiation reaching the detector.
DOWN THE WRONG PATH
Stray light is not a big problem in many types of thermal measurements, especially when the object being measured is warmer than the surrounding area. But in furnaces, the surrounding area is often much hotter than the tubes themselves, and that can create problems. Stray light occurs when IR photons reflect off various surfaces and travel along unwanted paths. It can come from the camera's field of view or from hot objects outside the field of view, such as a burner. Stray light can bounce around inside the camera until it reaches the detector, creating a haze effect that reduces image quality and affects the accuracy of temperature measurements (see Fig. 4).
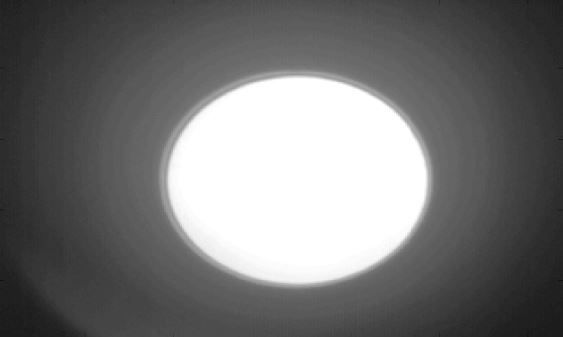

Fig. 4. A warm black body photographed with a neutral density filter (left) shows a cloudy appearance due to stray light. The same object viewed through an aperture (right) is much sharper. Note: The cloudiness in the first image has been enlarged to more visually illustrate the difference.
A NEW APPROACH
To solve the stray light problem, neutral density filters can be replaced by an aperture. The aperture is an aluminum plate with a small hole and blocks a large percentage of the radiation, just as a neutral density filter does. The plate is coated on both sides with IR black, a coating that absorbs IR radiation. Stray light hitting the outside of the aperture is absorbed so that it can no longer bounce back into the camera. An additional benefit of the aperture is that it increases the camera's depth of field, so that more parts of the tubes can be in focus at the same time. That allows a thermographer to inspect a wider swath of tubes at one time (see Fig. 5).
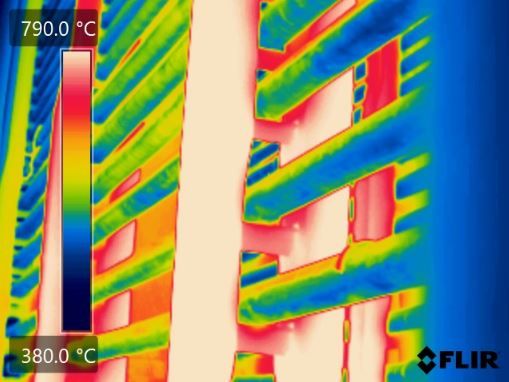

Fig. 5. These images were taken through the same window, one with an aperture (right) and one with a neutral density filter (left). The sidewall of the graphic window, along the right side of each image, is more clearly in focus with the aperture (credit: Mikael Cronholm).
Of course, heat of several hundred degrees Celsius from an oven would be sufficient to melt not only the black IR coating, but also the camera itself. Therefore, the camera should always be operated with a front heat shield and an additional front protective window that suppresses unwanted wavelengths.
MEASUREMENT LIMITS
In a recent test, a camera was pointed through the inspection port of a furnace at a blackbody radiator with known temperature and emissivity on the other side of the furnace. The use of a coated aperture reduced the measurement error by half by efficiently suppressing stray light. Other factors also affect measurement accuracy; it works best with clean-burning natural gas fueling the burners, because variations in the furnaces or impurities in the fuel can change the wavelengths emitted by the vapors, introducing errors.
Another limitation is imposed by the inspection port, essentially a peephole in the side of the oven. Ovens have walls perhaps half a meter thick to retain heat, and the ports tend to be small. Aiming the camera directly at the port provides only a direct view, which limits the area that can be photographed. Users can add a lens extender, a thin device that fits more snugly into the peephole and can be moved to view more tubes, increasing the chance of finding any problems.
A USEFUL TOOL
Thermal imaging cameras are an important tool for collecting tube temperature measurements inside furnaces used for oil refining and petrochemical processing, and provide more detailed measurements than thermocouples. Although seeing through gases in a furnace can be challenging, it is important to do so accurately, as tube temperatures as low as 50 degrees Celsius above can significantly reduce tube life.
Choosing the correct filter setting can affect measurement accuracy and help users distinguish between external scaling and internal coking. Using a neutral density filter alleviates the problem of detector oversaturation, but it does not eliminate stray light, which can bounce off the detector and create a cloudy or hazy and less useful image. Instead, a new technique relies on an aperture, a small hole in an aluminum plate coated with IR black to absorb stray light before it can reach the detector.
By choosing the correct filter configuration and taking into account other factors that can affect accuracy, such as fuel gas purity and burner efficiency, furnace inspectors can assess how well the process is working and detect problems before additional costs are incurred.
You can read the entire application note at this link.